|
Способы повышения качества реза
Качество поверхности реза определяется процессом и точностью системы позиционирования в большей степени, чем другими факторами. Если вашей целью является получение наиболее гладкой поверхности реза на разных металлах, то в этом случае специалисты компания THERMAL DYNAMICS рекомендует выбирать следующие процессы:
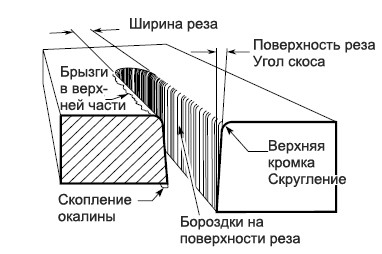
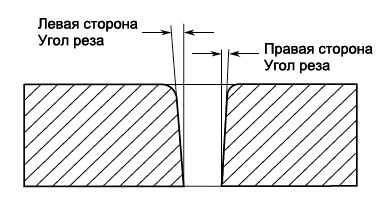
В плазме, выходящей из наконечника резака, создаются завихрения, направленные по ходу часовой стрелки. Зная направление хода рабочего органа, можно определить, какой вид будет иметь каждая из сторон реза. Правая, если смотреть по ходу резака, сторона будет всякий раз иметь меньший угол скоса и радиус закругления верхней кромки реза, чем левая. При составлении программы по вырезке изделий из листового металла следует задавать направление реза так, чтобы его правая сторона была со стороны выполняемого изделия, а левая была бы со стороны части, идущей в отходы.
Закругление верхней кромки реза Закругление верхней кромки реза получается из-за теплового воздействия плазменной дуги на верхнюю часть реза. При наличии системы регулировки высоты резака надлежащего уровня, закругления в этом месте сводятся к минимуму или исключаются вовсе. Слишком большой радиус закругления часто является признаком того, что высота положения резака при выполнении рабочей операции должна быть уменьшена. Брызги в верхней части реза Брызги в верхней части листа являются показателем того, что резка производится на слишком большой скорости или, что горелка установлена слишком высоко. Уменьшить количество брызг можно путём понижения скорости резки или, опустив резак. Обычно удалить брызги, остающиеся в верхней части изделия, не составляет большого труда.
Скопление окалины в нижней части реза На находящейся внизу стороне листа при резке может накапливаться расплавленный металл. При более высоких скоростях резки количество окалины, скапливающееся в нижней части реза, уменьшается, так как успевает расплавиться меньшее количество металла. Если образовавшаяся в нижней части реза окалина убирается легко, то это свидетельствует о том, что задана низкая скорость резки. Если же окалина в указанном месте удаляется с трудом, то это говорит о необходимости несколько замедлить скорость передвижения резака.
|
|
||||||
Популярные товары
Наши преимуществаПозволяет быть одними из лучших в данном сегменте рынка по стоимости услуг и качеству работ Представлено оборудование в различных ценовых сегментах и с разными конструктивными особенностями Возможность познакомиться с технологией резки, собственноручно протестировав интересующую Вас модель оборудования Реальные цены, минимальные сроки поставки, сохранность товара в пути Мы поставляем только качественный, оригинальный и сертифицированный товар Позволят привлечь внешнее финансировать и получить значительные финансовые льготы для Вашего предприятия Монтаж станков и ввод их в эксплуатацию - гарантия бесперебойной работы оборудования Авторизованный сервисный персонал компании обеспечит оперативный отклик на Ваше обращение Предлагаем Вам регулярные выгодные акции и скидки
|
||||||||