|
Пробивка в движении (Piercing on the move)Когда мы сталкиваемся с плазменно резкой средних и больших толщин вопрос пробивки металла с центра листа при вырезки внутренних контуров становится вопросом к которому стоит отнестись со свей серьезностью. Пробивка металла происходит на повышенных токах. Вседствии чего происходит его плавление, разбрызгивание, оседание и прилипание по края полученного отверстия.
В то время как плазменный резак выходит на рабочую высоту резки существует вероятность солкновения резака с расплавленным металлом осевшим по краям отверстия. Также существует риск того, что капли расплавленного металла могут налипать на нижнюю часть плазматрона, который находится в непосредственной близости от зоны реза.  Решение данной проблемы обеспечивает система запатентованная компанией Eckert «Piercing on the move» - «Пробивка в движении». Эту функцию может использовать оператор для обеспечения пробивки с наименьшим разбрызгиванием металла. Для этого в системе ЧПУ задается параметр времени пробивки в процентах. В результате при активации данной функции во время пробивки расплавленный металл будет всегда находится позади движущейся горелки. Комбинациями этих двух параметров оператор достигает наилучшего результата в каждом конкретном случае (выбора технологии резки, толщины материла, качества разрезаемой стали).  Данная функция расширила перечень стандартных параметров резки в нашей системе ЧПУ. Применение данной функции в технологическом процессе пробивки металла и его резки позволяет: - получать меньший диаметр отверстия при пробивке - большая часть расплавленного металла остается за плазменной горелкой - уменьшается риск столкновения горелки с металлом - расплавленный металл не попадает на торец горелки и расходные его части   Ниже приведены диаграммы резки при стандартной последовательности пробивки и при включенной функции Piercing on the move: 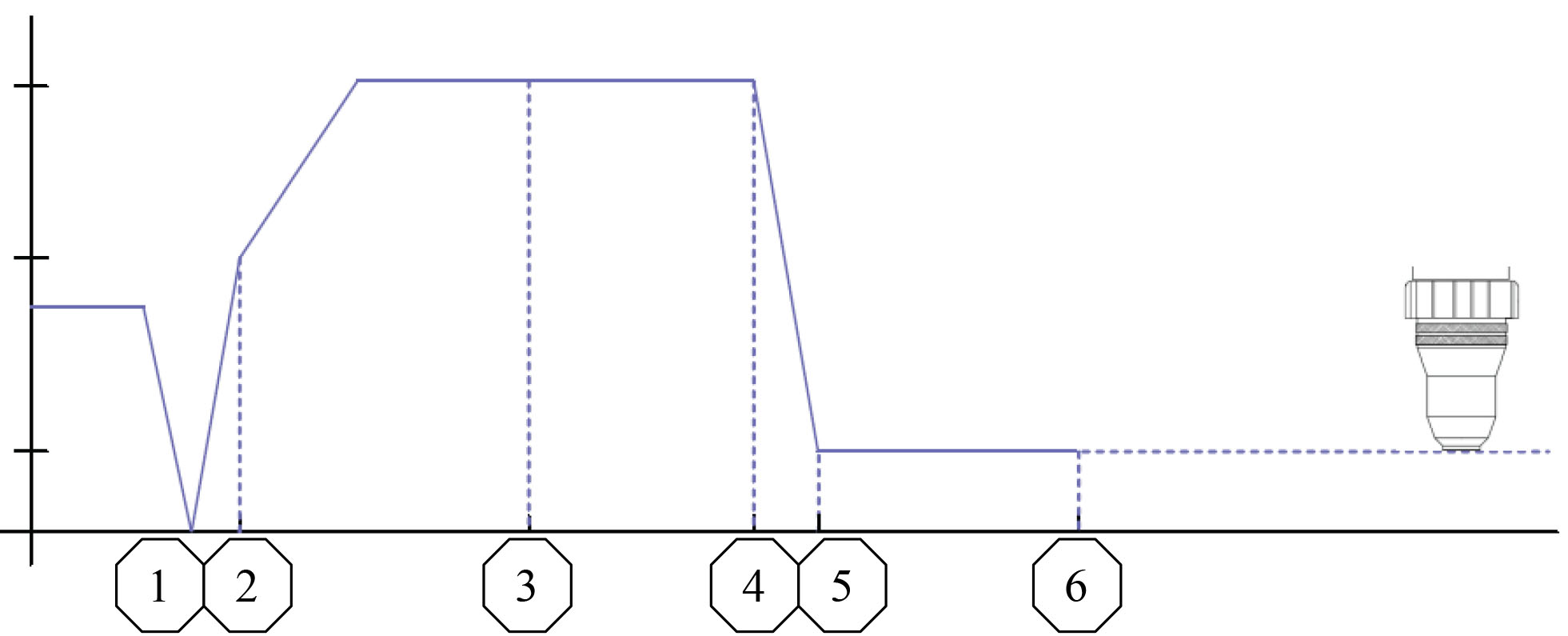 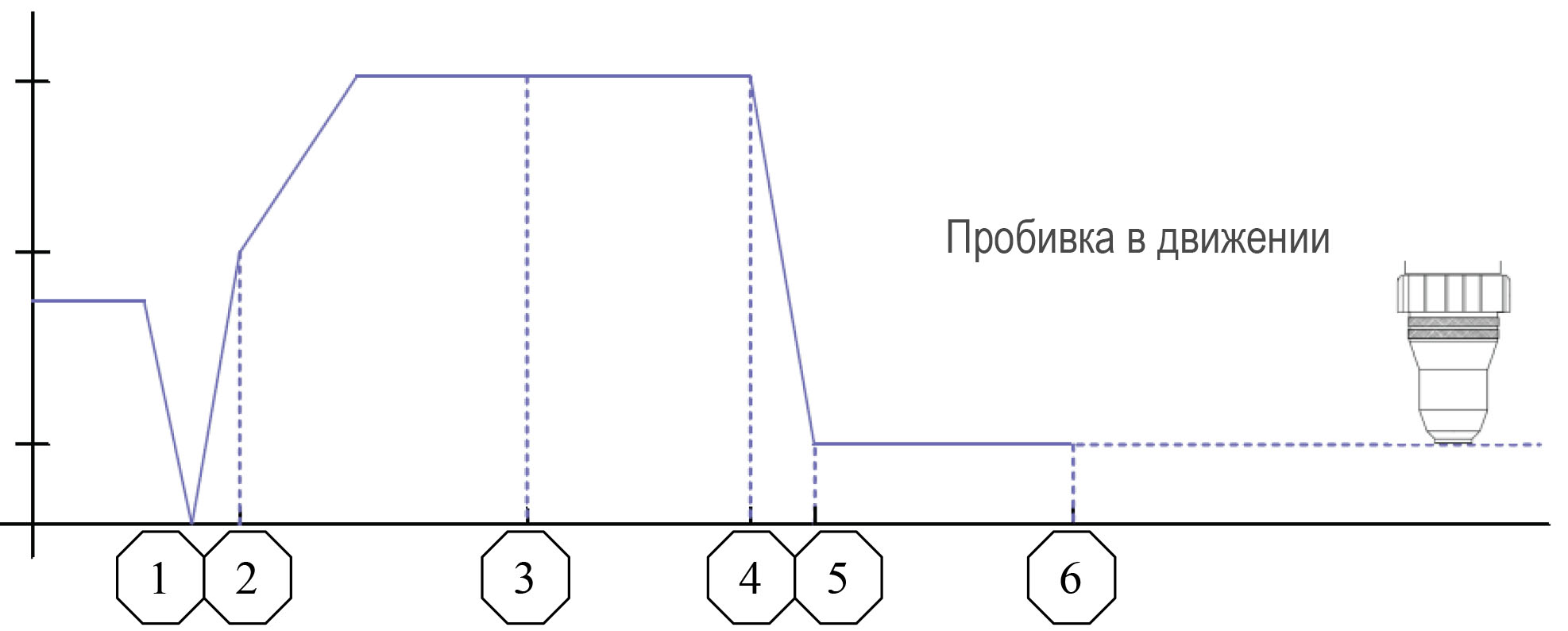 1. Касание металла горелкой 2. Выход горелки на высоту поджига 3. Переход горелки на высоту пробивки 4. Работа системы Piercing on the move 5. Рабочий режим резки 6. Включение функции контроля высоты по напряжению В заключении необходимо отметить что именно система ЧПУ является инструментом для управления динамическими и технологическими параметрами станка и источника. Обеспечение оптимального соотношения данных факторов позволяет использовать все возможности технологии плазменной резки с показателями наивысшего качества. Данная функция реализована в системе ЧПУ от компании ECKERT и доступна к заказу со следующим перечнем оборудования: - Agat Speed - Jantar2 - Sapphire BL2 - Topas HD - Combo |
|
||||||
Популярные товары
Наши преимуществаПозволяет быть одними из лучших в данном сегменте рынка по стоимости услуг и качеству работ Представлено оборудование в различных ценовых сегментах и с разными конструктивными особенностями Возможность познакомиться с технологией резки, собственноручно протестировав интересующую Вас модель оборудования Реальные цены, минимальные сроки поставки, сохранность товара в пути Мы поставляем только качественный, оригинальный и сертифицированный товар Позволят привлечь внешнее финансировать и получить значительные финансовые льготы для Вашего предприятия Монтаж станков и ввод их в эксплуатацию - гарантия бесперебойной работы оборудования Авторизованный сервисный персонал компании обеспечит оперативный отклик на Ваше обращение Предлагаем Вам регулярные выгодные акции и скидки
|
||||||||